Laser Cutting
Profile generation for complex outlines, slots, and hole features with clean process control.

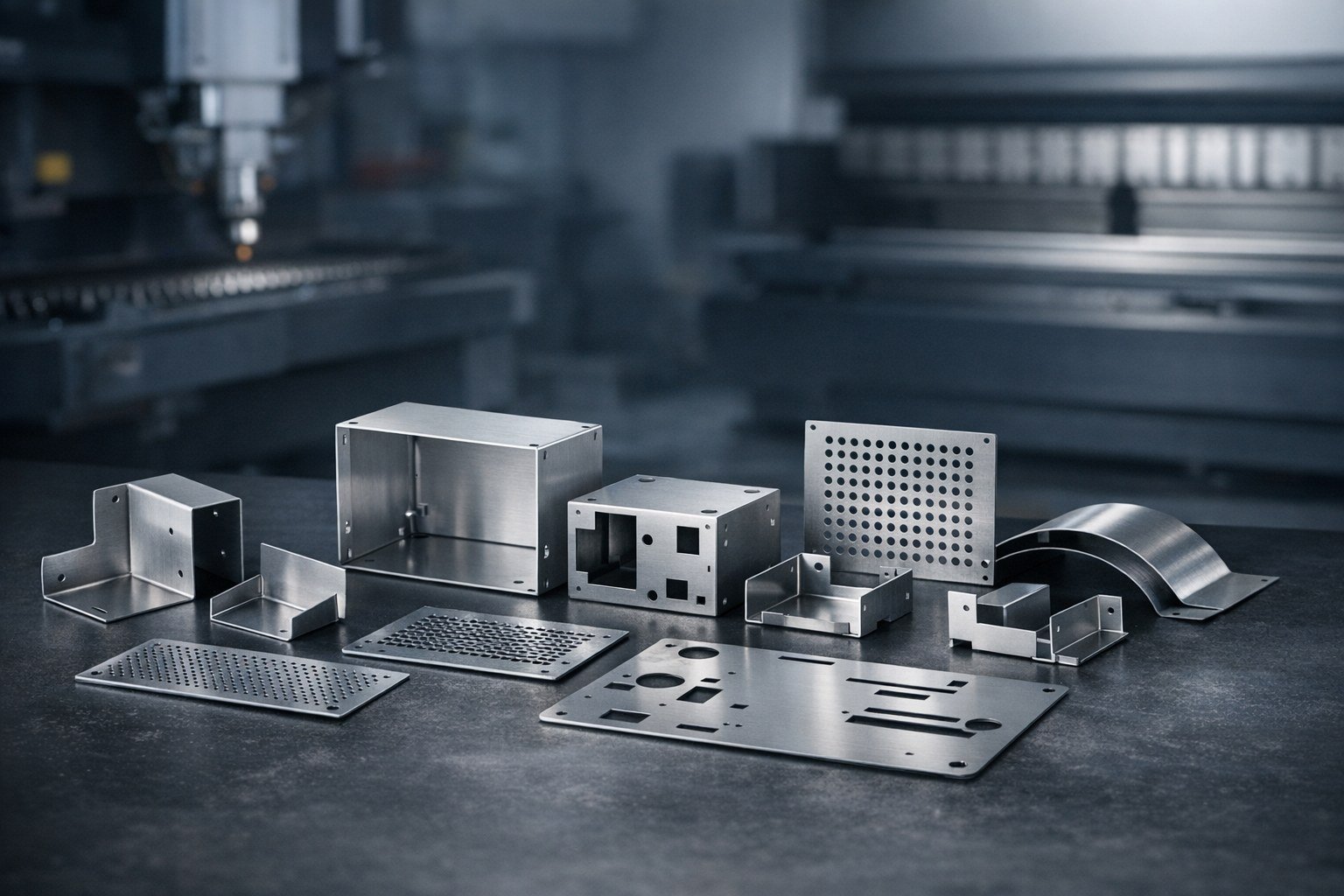
Sheet Metal Fabrication
Laser cutting, punching, forming, insertion, and assembly support coordinated as one process chain instead of isolated operations.
Workflow
Cut, punch, bend, assemble
Program fit
Prototype to volume production
Review focus
Flat pattern, bend logic, assembly fit